Сушка и прокалка сварочных материалов
Обеспечить качественную сварку возможно только с сухими сварочными материалами. Поэтому сушка и прокалка являются неотъемлемыми технологическими операциями сварки электродами или под флюсом.
Оборудование для сушки (удаление влаги) и прокалки сварочных материалов делится на два основных типа, вернее назначения: — для сушки обмазки электродов и для прокалки флюса.
Возможные варианты электропечей для сушки и прокалки сварочных электродов
Термообработка электродов может производиться в различных, по конструкции, устройствах и размерах, а иногда и даже по режимам.
Пеналы-термосы
Сохраняют температуру электродов без внешнего подогрева. Данные термосы, по сути, являются лотком с наружной теплоизоляцией, где электроды медленно остывают. Данные устройства хоть и применяются, но не являются термическим оборудованием. По сути, это контейнеры для краткосрочного хранения. Электроды необходимо предварительно нагреть в другом устройстве.
Термопеналы

Это наиболее простое и популярное устройство для сушки электродов. Термопенал представляет собой лоток с теплоизоляцией и встроенным нагревателем. Компактные формы позволяют их размещать непосредственно на сварочном посту. Питание нагревателя подразумевается от стандартного напряжения 220В. Вместительность отсека не превышает 10кг, а температура нагрева, как правило, не превышает 180°С.
Шкаф для сушки и прокалки электродов

Данные изделия являются уже стационарными, рассчитанными на большую загрузку. Шкафы имеют распашные двери, конвекционный нагрев с применением встроенного вентилятора. Электронное регулирование нагревом с цифровой индикацией температур. Нагрев выполняется ТЭНами, размещёнными в конвекционных каналах. Электроды размещают в съёмных перфорированных лотках, которые можно доставать по мере необходимости. Термообработка производится с принудительной конвекцией, за счёт вентилятора и наличия потокообразующих экранов. Продувка обеспечивается динамическими потоками конвекционного вентилятора с регулировкой объёма вентилями или задвижками. Напряжения питания 380 В. Предлагаемые шкафы полностью соответствуют требованиям руководящего документа РД5.90.2346-85.
Прокалка флюса
Флюс представляет собой мелкодисперсный сухой и хорошо сыпучий порошок на основе оксида алюминия. Флюсы по своей природе очень гигроскопичны и активно впитывают влагу. Поэтому их периодически прокаливают и держат при высокой температуре или при пониженной влажности.
Прокалка заключается в нагреве и выдержки материала в специальной печи до рекомендуемых температур для конкретной марки. Времени выдержки должно быть достаточно, чтобы флюс прогрелся в глубину, а флюс является своеобразным теплоизолятором. При высокой температуре влага испаряется, возгоняется и выводится через патрубок в верхней части муфеля.
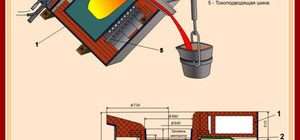
Наибольшее распространение получили шахтные муфельные электропечи. Шахтные печи удобно загружать, например, скиповым подъёмником и разгружать в цеховую тару дозирующим шибером.

Нагрев может быть прямым, когда ТЭНы выведены в рабочее пространство и непосредственно соприкасаются с прокаливаемым материалом. Такие конструкции ограничены ограниченной температурой применения ТЭНа. Как правило, печи с нагревом от ТЭНов не превышают 500°С. Печи на более высокие температуры уже применяют с косвенным нагревом например, через стенку муфеля от проволочных электронагревателей, размещённых по периметру шахты. Мощность и объём может варьироваться от задачи.
Сушка и прокалка сварочных материалов являются важными и ответственными процессами, без которых трудно будет достичь хороших результатов.
В зависимости от производительности, сварочный участок может потреблять различные по назначению и разнообразию материалы. Первым и основным фактором при выборе печей является температура, до которой необходимо нагревать.
Вторым, не менее важным фактором, является рабочий объём или масса одновременно загружаемых материалов. Этот показатель напрямую зависит от производительности.

Третьим фактором является установленная мощность. Как правило, мощности печей пропорциональны рабочим объёмам и редко оказываются избыточными или недостаточными. Фактор мобильности актуален для небольших конструкций сушилок электродов и не имеет альтернатив. Напряжение питания, унифицированное для всех отечественных электропечей.
На рынке широко представлено оборудование для термообработки сварочных материалов под стандартные задачи. Мы также широко производим как серийно применяемое оборудование, так и специальное, под узкие задачи.
Наше отличие от большинства поставщиков оборудования в предложении электропечей на более высокие температуры, чем можно найти на рынке. Мы изготовители термического оборудования, то способны спроектировать и изготовить оборудование с различными размерами, температурами, функциями или комплектацией, не представленными на рынке.
Как выбрать и использовать печь для сушки и прокалки электродов
Как прокалить электроды в домашних условиях
Важность прокаливания материалов перед выполнением сварочных работ доказана многими профессионалами. Отсутствие термической обработки влияет на качество как во время сварки, так и после. Плохое поджигание и залипание стержня, осыпание обмазки, ненадежность и дефективность сварного соединения, неудовлетворительный внешний вид готового изделия (на фото справа: пузырчатый шлак от сырой обмазки) — и это только основные проблемы.
Типы печей для просушки электродов
В зависимости от сложности поставленной задачи, а также от уровня ответственности при выполнении работы, для сварочных электродов может использоваться два вида печей:
- С электронным управлением. Предусматривает наличие цифровых индикаторов времени работы и выставления температурного режима. Применяется при постройках любых несущих конструкций, трубопроводов, мостов, переездов, жилых домов.
- С механическими переключателями. Модели печей для сушки электродов оснащаются термометрами и таймерами, параметры на которых задаются вручную. Такие устройства используются тогда, когда не обязательно достигать высших показателей качества сварки.
Печь с механическим регулятором подходят для бытового использования, где не нужно соблюдать высокой точности настроек

Читайте также: Обувь из бумаги своими руками схемы. Как сделать из бумаги туфельку. Туфелька из бумаги






Агрегаты для прокаливания

Просушка сварочных стержней в домашней среде возможно при наличии специальных приспособлений.
- Электрическую печь с регулятором температур. Агрегату характерны небольшие размеры, его можно легко перемещать с одного места в другое. В основе работы лежат ТЭНы управляемые автоматически с помощью регуляторов. Работает такая печь в обычной сети дести двадцать вольт. Мощность такого вида механизма лежит в пределах от одного до трех киловатт. Максимальная нагрузка составляет пятьдесят килограммов.
- Электрическую печь с функцией осушения. В современных моделях встроен микропроцессор, с помощью которого возможно осуществлять регулировку всей работы. Характерным свойством для данного агрегата является теплоизоляция. Равномерное прогревание сварочных стержней достигается с помощью встроенных теплоэкранах. Обычная сеть не подходит, для такой аппаратуры необходимо иметь три фазы на 380 Вт. Максимальные мощность 8,5 кВт и нагрузка до 160 кг.
- Термопенал. Так называемая «сушилка» для сварочных стержней. Герметичная теплоизолированная конструкция, которую можно использовать как тару для сохранения. Устройство оптимальных габаритов, что позволяет хранить на рабочем месте сварщиков. Основной способностью данной техники – возможность прогреть сварочные стержни от трансформатора или обычной сети 220. Вместимость таких пеналов 10 кг стержней.
Функционирование печки для прокалки электродов
Печи для сушки и прокалки электродов бывают стационарными и переносными. Мобильные печи и сушильные шкафы обладают меньшими габаритами и могут работать в полевых условиях.
Для тех, кто намерен посмотреть электропечи и купить подходящую модель, напоминаем также, что по своим функциям они делятся на два вида. Первый предназначен только для просушки (т.н. «простые»), тогда как вторые способны выполнять сушку и прокалку («комбинированные»).
Несмотря на функциональные отличия, все печи имеют схожую конструкцию:
- Внешний вид. Снаружи печь для прокалки электродов выглядит как небольшой шкаф, внешний кожух которого изготовлен из металла.
- Теплоизоляция. Для сбережения нужной температуры стенки печки изнутри покрываются изоляционным слоем. Он может быть волоконным или керамическим.
- Термостат. Все электропечи для сушки и прокалки электродов в обязательном порядке комплектуются терморегулятором, диапазон работы которого очень широк.
- Внутреннее пространство. Внутри находится несколько полок или лотков для укладки материала. В зависимости от общей площади варьируется и их количество. В одной электропечи способы поместиться от 10 до 250 килограмм электродов.
Для улучшения теплоизоляции некоторые модели снабжаются тепловыми экранами. Вместе с электронным регулированием процесса нагрева это обеспечивает максимальное сохранение тепла
Все основные параметры обязательно указываются в паспорте товара, который обязан предоставить любой продавец.
Электропечь большой вместимости способна обрабатывать значительное количество электродов одновременно





Прокалить или просушить — в чем разница

Процедуры прокалки и сушки схожи практически по всем параметрам. Однако, есть некоторые незначительные различия. Прокаливание выполняется строго по инструкциям, представленным на упаковке (как на фото выше). Главная цель просушивания — удаление влаги. Поэтому для данной процедуры не так важно точно и серьезно следовать рекомендациям.
К сведению! Многие сварщики-профессионалы просто держат электроды на радиаторе отопления и это заменяет им прокалку. Это если варить, к примеру, скамейку или калитку. Но когда варят корабли или трубопровод под давлением, тогда важно соблюсти технологию.
Таким образом, в некоторых случаях можно применять «народные» средства для осуществления термообработки. Но для этого необходимо обладать информацией о том, как просушить электроды в домашних условиях. Сведения следует черпать из надежных источников и полагаться только на мнения мастеров. Основные разъяснения о том, как просушить электроды в домашних условиях указаны ниже.






Преимущества электропечей для прокалки электродов
Современные сушильные шкафы для электродов обладают рядом особенностей, помогающих достигнуть лучших результатов. Перечислим главные их достоинства:
- Нагрев при помощи трубчатых ТЭНов, срок годности которых существенно увеличен по сравнению со спиральными нагревателями.
- Возможность быстрой замены блока в случае его выхода из строя.
- Усиленная подовая часть, защищенная от возможных ударов.
- Использование материалов, безопасных для экологии.
- Порошково-полимерное покрытие кожуха.
- Комплектация вытяжкой для выведения испарений и продуктов нагрева.
Цифровое регулирование и возможность программирования параметров рабочего процесса позволяют получить оптимальные результаты просушки и прокаливания
Пеналы термосы и термопеналы
Часто так случается, что сварочные работы ведутся на улице или в условиях повышенной влажности, поэтому электроды могу быстро отсыреть и вновь прийти в негодность. Для таких случаев специально разработаны пеналы. Они герметичны и имеют термоизоляцию, позволяя электродам длительное время находится в сухом состоянии. По конструкции различают пеналы термосы и термопеналы.
Пеналы термосы небольшого размера и имеют теплоизолирующее внутреннее покрытие. Они особенно удобны для хранения уже просушенных электродов на объектах строительства в любую погоду и пору времени. Пенал для сушки электродов оснащен нагревательными элементами, термостатом и позволяет проводить сушку прямо на месте. Он небольшого размера и может высушить около 10 килограмм электродов за раз. Термопеналы имеют два типа подключения – к розетке и к сварочному трансформатору.
Сушильное оборудование дает возможность получения различных температурных режимов и точный контроль по времени, позволяя прокаливать электроды различных марок и производителей. Оно восстанавливает рабочие свойства электродов, ускоряет работу сварщика и экономит деньги на покупке новых электродов. Просушить электроды намного быстрее и проще, чем переделывать потом некачественный сварной шов.
Как правильно подобрать сушильный шкаф для электродов
Для выполнения задачи высушивания и прокаливания подходят разные сушильные шкафы, цены на которые могут значительно отличаться. Дадим несколько советов, на что стоит обращать внимание при покупке печи.
- Вместительность. Подбирать электропечь для электродов нужно, исходя из максимального объема предполагаемых работ.
- Мощность. Производитель располагает обширным модельным рядом, из которого можно выбрать оборудование подходящей мощности.
- Напряжение. Перед тем, как купить и установить прокалочную печь для электродов, стоит проверить состояние электропроводки на объекте и возможность подключения аппарата к питающей сети.
- Габариты. Размеры и вес печи имеют значение только в том случае, когда планируется ведение работ в полевых условиях. Если сварка проводится в одном помещении, эти параметры не играют большой роли.
- Дополнительные функции. Предполагает наличие программаторов, интерфейса и других вспомогательных устройств, облегчающих работу.
Наличие программного управления сушильной печи позволяет задавать точные параметры работы

Чтобы быть абсолютно уверенными в качестве предлагаемого оборудования, заказывайте печи для прокаливания электродов только у проверенного поставщика.
Технология сушки электродов
Для различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.

Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Процесс изготовления – пошаговая инструкция
Итак, мы определились с материалами и можем приступать к изготовлению электродов своими руками
1. Первым делом нам нужно измельчить мел до состояния порошка. Сделать это можно с помощью тяжелого металлического предмета, но лучше использовать блендер. Так частицы будут иметь однородную структуру и иметь мелкую фракцию.

2. Берем сталью проволоку и режем на прутья. Можно ориентироваться на заводские размеры и сделать стержни длиной 250 мм.

3. Следующим этапом обмазываем стальные прутья жидким стеклом.

4. Измельченный мел аккуратно распределяем на плоской поверхности. Обмазанным в жидком стекле стальным стержнем раскатываем по этой поверхности, равномерно распределяя частицы мела по телу стальной заготовки.

5. Ждем пока электрод подсохнет, проверяем что жидкое стекло закристаллизовалось и оправляем прокаливаться в духовку на 100 °C на полчаса.

Сварочные характеристики такого электрода будут невысокими, он будет давать много искр, трудно гореть и залипать. Но при подборе правильных режимов сварки и необходимой подготовке свариваемой поверхности можно добиться неплохих результатов. Делитесь своими приемами изготовления электродов или других сварочных материалов.
Влияние силы тока

Таблица выбора сварочного тока.
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Трудности при сварке
Необходимо следовать рекомендациям мастеров, т.к. металл отличается по характеристикам от других составляющих. Основные трудности и моменты, возникающие в процессе:
- Жидко текучесть осложняет соединение швов вертикальным положением. Нижним положением сваривание производится с применением прокладки, вертикальные произведения доступны в кратковременном режиме.
- Высокая степень теплопроводности материала, потребует использования способов отвода тепла из зоны стыковки.
- Линейное расширение при нагреве влияет на повышенную склонность к деформации, образование трещин.
Также следует помнить про способность поглощать кислород и водород, при воздействии высоких температур. Склонность к окислению требует применения специальных гелей, состоящих из кремния, фосфора либо марганца.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Разработано и широко применяется несколько основных методов сварки меди. Современные технологии позволяют избежать появления горячих трещин, пор и другого вида брака. Сварка меди и ее сплавов производится при помощи аргона, инвертора, проволокой и электродами. Рассмотрев основные методы можно выбрать наиболее подходящий и избежать многих проблем.
Сварка меди и ее сплавов: технология
Перед тем как начать сваривать медь и ее сплавы необходимо тщательно подготовить изделие. Мерные заготовки вырезаются при помощи шлифовальной машинки, токарного или фрезерного станка. У меди толщиной 6-18 миллиметров нужно подготовить кромки. Они должны быть V- или X-образными. (При больших объемах целесообразно будет приобрести кромкорез-фаскосниматель.)

Перед началом работы швы тщательно очищаются от загрязнения, окисления. Чтобы сварка меди прошла успешно необходимо защитить ванну от воздействия кислорода. Для это рекомендуется применить электродную проволоку, которая должна быть легирована алюминием, фосфором. В некоторых случаях требуется подогревать медь.
Она хорошо соединяется при ведении работ с помощью плавящихся электродов. Важно знать, что при этом длина дуги должна быть 4-5 миллиметров. Применяя технологию импульсно-дуговой сварки в аргоне можно выполнить любые виды швов, даже потолочный, сваривать очень тонкий металл. Под него рекомендуется подложить подкладные элементы.
Сварка меди и ее сплавов технология
Сплавы меди в отличие от чистого вида металла имеют пониженную теплопроводность, следствием чего не требуется повышенная температура. Существует несколько разновидностей сплавов, наилучшим вариантом является бескислородная медь. Технология сварки меди подразумевает использование предварительно подготовленных изделий. Перед сваркой изготавливаются детали соответствующего размера, у составляющей длиной до 18 мм подготавливаются кромки фасок.
При действиях с большими объемами, скорость обработки достигается с использованием фаскоснимателя, который способен обрабатывать деталь в нужной форме. Кроме того, места соединений тщательно очищаются от грязи и окислений, во избежание образования дефектов. Сварка меди происходит защищенной от кислорода среде, для этого используются проволока из сплавов алюминия с добавлением фосфора. Очищенная от примесей часть требует предварительного нагрева, иначе слой флюса растечется по швам неравномерно.

Качественное производство выполняется с применением электродов, длина дуги составляет не более 5 мм. Соединение импульсно – дуговым методом позволяет производить различные швы, использовать тонкий металл. В сложных ситуациях, во избежание излома и образования трещин, подкладывается упор, который способствует надежному креплению деталей.
Как пользоваться такой печкой?
Следует различать процесс сушки и прокаливания:
- Сушка нужна для удаления лишней влаги, поступающей в электроды из окружающего воздуха. Она допускает использование невысоких температурных режимов, ее цель просто удалить влагу из обмазки. По окончании процесса просушки, процент влажности внутри обмазки электрода должен составлять не более 0.7%.
- Прокалка – это процесс полного удаления влаги при температурах до 200 – 250 градусов Цельсия. Прокаливать электроды допускается не более трех раз, затем обмазка на них начинает крошиться и рассыпается. Подобные расходные материалы отбраковываются и подлежат утилизации, проводить сварочные работы с ними нельзя.
При работе с электродной сушильной печью надо соблюдать основные правила техники безопасности:
- Корпус устройства должен быть заземлен или занулен.
- Перед началом работы следует убедиться, что заземляющий провод надежно присоединен к электропечке.
- Во время процесса сушки или прокалки электродов запрещается прикасаться к работающей установке руками.
- Следует помнить, что устанавливать подобное термическое электрооборудование нужно не ближе, чем в 10 сантиметрах от стены.
Обязательно храните электроды в специальным контейнерах:

Где применяются?
Главная отличительная особенность угольных расходников – их универсальность. Область применения – разнообразнейшая: от резки металлов до наплавки и сварки. Заготовки могут быть какой угодно формы, сортамент соединяемых деталей намного шире, чем у электродов с металлическими стержнями.
Природа металлов также допускается практически любая:
Сталь
Могут быть сплавы любого направления: нержавеющая сталь, сплавы с низким содержанием углерода, низколегированные или высоколегированнее марки и т.д.
Чугун и бронза
Вполне по силам угольному электроду. Здесь есть технический нюанс: его конец нужно заточить под углом 65°.
Цветные металлы
Здесь тоже нужна заточка кончика расходника, угол в данном случае 30°. Понимающие и опытные сварщики предпочитают для сварки капризных цветных металлов угольные модели, а не традиционную пайку. Делается это из-за более высокого качества соединения – его прочности прежде всего.
Дополнительным преимуществом является экономия времени: сварка угольным электродом требует намного меньше, чем на манипуляции паяльником и припоем с кислотой.
Угольный электрод чаще применятся в промышленных сварочных работах на автоматическом оборудовании. Особенность – редкое подключение переменного тока. Дело в том, что дуга в данном случае весьма неустойчива, причем ее трудно нивелировать.
Если процесс идет на промышленном производстве, там применяются специальные соленоиды мощного калибра для формирования магнитного поля для компенсации. Если же сварка ручная, соленоиды применить невозможно.
Частичная стабилизация дуги может быть достигнута разве что флюсовыми пастами, нанесёнными вдоль линии шва или реза.
Главный источник питания – постоянный ток с подключением прямой полярности, когда плюсовой полюс приходится на заготовке, а минусовой – на угольном стержне. Сила тока нужна не бог весть какая, чтобы сформировать дугу длиной, к примеру, в пять сантиметров, вполне хватит 5 А.

Сварка с помощью угольного электрода.
Если же полярность подключена неправильно – по обратному типу, электрод сразу же целиком перегреется – по всей длине, в результате чего угольная масса выгорает и снижается качество сварочного процесса.
Значительным преимуществом угольных расходников – отсутствие весьма неприятного явления в сварке – прилипания стержня к свариваемой поверхности заготовки. Это происходит благодаря низкой скорости выгорания массы расходника.
Прилипание не происходит даже при нарушениях технологии сварки, что при других методах мгновенно приводит к этой беде. Поэтому угольные электроды являются любимым методом в начальных стадиях обучения сварочному делу.
Научившись работе с данными электродами, можно приступить к методам сварки посложнее, чтобы освоить навыки избегания прилипания электродов.
Правильная подготовка к сварочным работам является залогом ее надежного и качественного выполнения. Это касается и электродов, которые должны быть высушены и прокалены, особенно при сварке ответственных металлических конструкций или получении герметичных швов.
В то же время не стоит забывать сколько раз можно подвергать их термообработке, ведь прокаливать электроды более двух раз не рекомендуется. Это связано с тем, что электродное покрытие может разрушиться, и стрежни станут непригодными для работы.
Частые ошибки новичков

Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см 2 . Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Сварочный аппарат для меди
Качественные сварочные аппараты для меди:
- — полуавтоматы и автоматы;
- — TIG – аппараты;
- — инверторы.
Популярные модели производит TESLA, СПЕЦЭЛЕКТРОМАШ, ЭСАБ.

BUDDY TIG 160 от ESAB (на фото справа) имеет двух и четырехтактные режимы включения горелки. С его помощью можно соединять нержавейку и большинство других видов металлов. Он совместим практически с любыми генераторами.
Инвертор RENEGADE ES 300i ESAB сохраняет в памяти несколько параметров сварки. Автоматически устанавливает лучшие параметры пуска по настроенному току. Он легкий, но у него высокая мощность.
Инверторные аппараты позволяют сваривать медные прутки, они вырабатывают ток 60-110 ампер. Для них нужно покупать медь/угольные электроды. Компания HUNTER выпускает полупрофессиональные модели, например, ММА 257D, рассчитанные на непрерывную работу продолжительностью два часа.
TESLA известна надежными аппаратами типа ММА 265, 275, 255. У них есть функция возбуждения бесконтактной дуги. Они без проблем подключаются к обычной бытовой сети. Ими удобно сваривать медь и ее сплавы, цветные металлы.
Для сварки электродами
Импульсно-дуговая сварка медных пластин возможна вольфрамовыми электродами в аргонной среде при помощи аппарата Orion 150s или 250s. Они имеют небольшой вес, позволяют сваривать медь качественно и надежно. Инверторное сварочное устройство Ресанта САИ-220 ПН может подключаться к сети напряжением 140-220 вольт. С ним легко перемещаться, он оснащен принудительной системой охлаждения, поэтому не перегревается.
Для сварки проволокой

Для выполнения работ по сварке меди проволокой применяют полуавтомат инверторный Энергомаш СА-97ПА20. Он имеет небольшой вес 13 килограмм. Он позволяет работать с проволокой разной толщины 0,6-0,9 мм.
Плавную подачу материала обеспечивает модель Shyuan MIG/MMA-290 со скоростью 2,5-13 метров в минуту. Устройство дает возможность применять кассеты 1-5 килограмм, позволяет работать с электродами.
Инверторный сварочный полуавтомат Союз САС-97ПА195 характеризуется наличием функции холостого хода 60 Вольт. Он имеет диапазон регулировки рабочего напряжения 15-23 вольта. Для него подойдет проволока 0,8-1 мм. У него небольшой вес 10 килограмм, он удобен и надежен.
Для сварки медных проводов
Сварочным аппаратом ТС-700-2 можно соединить медные жилы сечением 22 кв. мм. Он компактный, легкий, его вес всего четыре килограмма, питается от обычной сети, потребляет чуть больше 1 кВт. Его можно носить в сумке. Одного угольного электрода хватит на то чтобы произвести 700 сварок.
Медные скрутки рекомендуется сваривать, используя универсальные инверторные аппараты, например, РЕСАНТА САИ-160, QUATTRO ELEMENTI A 160 Nano 643-255, СВАРОГ ARC 160 Easy Z213 H. Немецкий прибор FUBAG IQ 160 дает возможность выставлять ток 10-160 А. Его вес почти семь килограмм, стоимость 7 тысяч рублей (на момент написания этой статьи).
СВАРОГ ARC 160 Easy Z213 H от российского производителя имеет бесступенчатый регулятор тока. Им удобно пользоваться, потому что кабель подключается посредством особых разъемов. Его вес 4 килограмма, примерная стоимость 9 тысяч рублей.
Функции аппаратов, значительно облегчающих процесс сварки, это:
— защита от залипания;
— не реагирование устройства на перепад тока;
Для дома лучше купить аппарат мощностью до 4 кВт. Силы тока 160 ампер хватит чтобы сварить металл 5 миллиметровой толщины. Основным критерием выбора является цель использования, стоимость и набор функций.
Особенности конструкции
По своим характеристикам и устройству различают несколько типов печей для электродной сушки и их прокаливания:
-
Электрические печи стационарные (обычные). Стационарная электродная печка представляет собой электротехническую установку, состоящую из нагревательного элемента, корпуса, рабочей камеры с решетками, дверцы и изолирующего термостойкого материала.




Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.
Как выбрать и использовать печь для сушки и прокалки электродов
Печь для электродов используется для прокаливания и высушивания сварочных электродов, которые по какой-либо причине отсырели. Также подобные устройства могут предназначаться для хранения уже обработанных расходников, поддерживая их в подогретом состоянии.
Высушивание материалов в печи для просушки электродов до определенного уровня способствует повышению их качеств. В таком случае при последующих сварочных работах будет гарантировано достижение необходимых показателей сварочного шва.
Сварка трубопровода на предприятии требует применения качественных материалов, в том числе и хорошо просушенных электродов

Типы печей для просушки электродов
В зависимости от сложности поставленной задачи, а также от уровня ответственности при выполнении работы, для сварочных электродов может использоваться два вида печей:
- С электронным управлением. Предусматривает наличие цифровых индикаторов времени работы и выставления температурного режима. Применяется при постройках любых несущих конструкций, трубопроводов, мостов, переездов, жилых домов.
- С механическими переключателями. Модели печей для сушки электродов оснащаются термометрами и таймерами, параметры на которых задаются вручную. Такие устройства используются тогда, когда не обязательно достигать высших показателей качества сварки.
Печь с механическим регулятором подходят для бытового использования, где не нужно соблюдать высокой точности настроек

Функционирование печки для прокалки электродов
Печи для сушки и прокалки электродов бывают стационарными и переносными. Мобильные печи и сушильные шкафы обладают меньшими габаритами и могут работать в полевых условиях.
Для тех, кто намерен посмотреть электропечи и купить подходящую модель, напоминаем также, что по своим функциям они делятся на два вида. Первый предназначен только для просушки (т.н. «простые»), тогда как вторые способны выполнять сушку и прокалку («комбинированные»).
Несмотря на функциональные отличия, все печи имеют схожую конструкцию:
- Внешний вид. Снаружи печь для прокалки электродов выглядит как небольшой шкаф, внешний кожух которого изготовлен из металла.
- Теплоизоляция. Для сбережения нужной температуры стенки печки изнутри покрываются изоляционным слоем. Он может быть волоконным или керамическим.
- Термостат. Все электропечи для сушки и прокалки электродов в обязательном порядке комплектуются терморегулятором, диапазон работы которого очень широк.
- Внутреннее пространство. Внутри находится несколько полок или лотков для укладки материала. В зависимости от общей площади варьируется и их количество. В одной электропечи способы поместиться от 10 до 250 килограмм электродов.
Для улучшения теплоизоляции некоторые модели снабжаются тепловыми экранами. Вместе с электронным регулированием процесса нагрева это обеспечивает максимальное сохранение тепла
Все основные параметры обязательно указываются в паспорте товара, который обязан предоставить любой продавец.
Электропечь большой вместимости способна обрабатывать значительное количество электродов одновременно

Преимущества электропечей для прокалки электродов
Современные сушильные шкафы для электродов обладают рядом особенностей, помогающих достигнуть лучших результатов. Перечислим главные их достоинства:
- Нагрев при помощи трубчатых ТЭНов, срок годности которых существенно увеличен по сравнению со спиральными нагревателями.
- Возможность быстрой замены блока в случае его выхода из строя.
- Усиленная подовая часть, защищенная от возможных ударов.
- Использование материалов, безопасных для экологии.
- Порошково-полимерное покрытие кожуха.
- Комплектация вытяжкой для выведения испарений и продуктов нагрева.
Цифровое регулирование и возможность программирования параметров рабочего процесса позволяют получить оптимальные результаты просушки и прокаливания
Как правильно подобрать сушильный шкаф для электродов
Для выполнения задачи высушивания и прокаливания подходят разные сушильные шкафы, цены на которые могут значительно отличаться. Дадим несколько советов, на что стоит обращать внимание при покупке печи.
- Вместительность. Подбирать электропечь для электродов нужно, исходя из максимального объема предполагаемых работ.
- Мощность. Производитель располагает обширным модельным рядом, из которого можно выбрать оборудование подходящей мощности.
- Напряжение. Перед тем, как купить и установить прокалочную печь для электродов, стоит проверить состояние электропроводки на объекте и возможность подключения аппарата к питающей сети.
- Габариты. Размеры и вес печи имеют значение только в том случае, когда планируется ведение работ в полевых условиях. Если сварка проводится в одном помещении, эти параметры не играют большой роли.
- Дополнительные функции. Предполагает наличие программаторов, интерфейса и других вспомогательных устройств, облегчающих работу.
Наличие программного управления сушильной печи позволяет задавать точные параметры работы

Чтобы быть абсолютно уверенными в качестве предлагаемого оборудования, заказывайте печи для прокаливания электродов только у проверенного поставщика.
Источник https://termoagregat.ru/tekhnologii/sushka-svarochnyh.html
Источник https://texnotoys.ru/dom-i-sad/samodelnyj-elektrod.html
Источник https://labor-snol.ru/news/kak-vybrat-pech-dlya-sushki-elektrodov