Индукционная печь тигельная: принцип работы, схема и отзывы
В основе работы индукционной печи лежит трансформаторный принцип обмена энергией. Индуктор изготавливается из медной трубки, которая затем закручивается в многовитковую катушку. К первичной цепи индуктора подводится переменный ток, что приводит к формированию вокруг него переменного магнитного поля. Под воздействием магнитного поля в теле, размещенном внутри индуктора, возникает электрическое поле, что впоследствии приводит к процессу нагрева. Мощность, а соответственно, и тепло, выделяемое индукционной тигельной плавильной печью, напрямую зависят от частоты переменного магнитного поля. Следовательно, для эффективной эксплуатации печь нуждается в токах высокой частоты.

Как работает индукционный нагрев?
Когда переменный ток воздействует на первичную обмотку трансформатора, создается электромагнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора помещается внутрь магнитного поля, возникает электрический ток.
В стандартной конфигурации индукционного нагрева источник питания генерирует переменный ток, проходящий через индуктор (обычно медная катушка), а нагреваемая деталь помещается внутрь индуктора. Индуктор действует как первичный контур трансформатора, а деталь – как вторичный. Когда через металлическую деталь проходит магнитное поле, в ней индуцируются токи Фуко.

Принципы индукционного нагрева
Как показано на рисунке выше, токи Фуко направлены против электрического сопротивления металла, создавая локализованную теплоту без прямого контакта между деталью и индуктором. Данный нагрев происходит в магнитных и немагнитных деталях и известен как «Эффект Джоуля», относящийся к первому закону Джоуля (научная формула, выражающая соотношение между произведенной теплотой и электрическим током, проходящим через проводник).
Применение индукционных печей
Индукционный нагрев может использоваться для работы с любым материалом: металл, шлак, газ и т. д. Главное преимущество его применения — бесконтактная передача тепла. Также индукционный нагрев позволяет достичь практически любых скоростей нагрева — все зависит от мощности генератора, питающего печь. Тепловые потери при таком нагреве минимальны. Максимальная температура, до которой можно разогреть предмет в печи, ограничивается только стойкостью огнеупорного материала. Процесс бесконтактной передачи тепла к нагреваемому материалу дает возможность производить нагрев в вакуумной среде.
Согласно отзывам металлургов, сфера применения индукционных печей несколько ограничена в связи с имеющимися недостатками. К минусам тигельной печи относятся:
- высокая цена на электрооборудование;
- холодные шлаки, осложняющие рафинировочный процесс;
- пониженная устойчивость футеровки во время температурных скачков между плавками.
Плюсы и минусы
К основным преимуществам, которые могут обеспечить индукционные лампы, относят:
- яркий и чистый световой поток;
- высокая светоотдача (порядка 80 – 90 лм на Вт – в зависимости от мощности лампы);
- эффективность и экономичность (потребляют на 80 % меньше ламп накаливания);
- быстрый запуск – нет никакой задержки старта (как у люминесцентных, например);
- нечувствительность к частым включениям-выключениям;
- возможность использовать их в связке с диммером;
- высокая продолжительность безотказной работы (порядка 60-150 тыс. часов) в условиях среды от -40˚ С до +50˚ С;
- минимальная потеря яркости свечения на протяжении всех лет эксплуатации;
- большой разбег мощностей – от 15 до 400 Вт;
- незначительный нагрев;
- разные цвета свечения.
Имеют индукционные лампы и ряд недостатков:
- потенциальная токсичность при повреждении колбы с газами, в которых присутствуют пары ртути, хотя и в гораздо меньших количествах, чем у обычных ЛЛ;
- необходимость специальной утилизации;
- большие габариты колб и необходимость использования особых светильников;
- не подходят для освещения мест, оборудованных тонкой электроникой (АЗС, аэропортов и т.д.) из-за электромагнитных излучений, которые могут нарушить работу приборов;
- из-за наличия электромагнитного и уф-излучения, не рекомендуется их устанавливать ближе, чем на метр к головам стоящих людей;
- низкая механическая прочность колбы;
дороговизна производства, и соответственно, высокая стоимость.
Схема тигельной индукционной печи
Индукционная тигельная печь имеет следующую конструкцию.
Главным элементом печи выступает тигель (7), накрытый крышкой (1). Тигель располагается внутри нагревательного индуктора (3), изготовленного в форме многовитковой катушки. Катушка представляет собой медную трубку, внутри которой, с целью охлаждения, постоянно циркулирует вода. Магнитный поток от индуктора проходит по магнитопроводам (4), которые изготовлены из специальной трансформаторной стали. Поворотный узел (2) предусмотрен для наклона печи во время разлива расплавленной жидкости. Печь установлена на меллоконструкции (5). Охлаждение производится с помощью шлангов водяного охлаждения (6). Для обслуживания печи используется вспомогательная площадка (8).
Также схема тигельной печи включает в себя трансформатор, конденсаторы, блок управления и систему откачки газов. Питание тигельной электрической печи производится токами с частотой 50 Гц.

Для индукционных тигельных печей
ЗАВОД ИНДУКЦИОННОГО ОБОРУДОВАНИЯ
Проектирует, изготавливает, занимается восстановлением, ремонтом и модернизацией индукторов для индукционных плавильных печей в полном соответствии с техническим заданием Заказчика или по чертежам Заказчика. При необходимости к Заказчику выезжает технический специалист.
1. Назначение
Индуктор предназначен для создания переменного электромагнитного поля, с помощью которого происходит нагрев и расплавление металла в тигле индукционной печи.
2. Краткое описание
Индукторы печей изготавливаются в основном из медного профиля круглого, квадратного или прямоугольного сечения согласно электрическим расчетам и гидравлического расчета на охлаждение данного узла. Индукторы для печей, работающих на промышленной частоте, изготавливаются из «арочного» медного профиля, также индуктор может быть выполнен из неохлаждаемой медной или алюминиевой шины (например, индуктор печей для плавки магниевых сплавов).
Электрическим расчетом определяются плотность тока в индукторе, необходимое сечение проводника, индуктивная составляющая, КПД и др.
Гидравлический расчет выполняется на основании данных электрического расчета и позволяет определить требуемое количество охлаждающей воды и при необходимости разделить катушку индуктора на секции охлаждения. Недостаточный или слишком интенсивный режимы охлаждения индуктора негативно сказываются на надежности и безопасности данного элемента печи.
Необходимая изоляция индуктора, в зависимости от конструктивных элементов, обеспечивается: жесткой фиксацией витков на диэлектрических стойках с дополнительной изоляцией или без неë, изоляция выполняется с использованием современных диэлектрических материалов.
Компьютерное моделирование и использование собственных методик расчета индукторов для процессов индукционной плавки позволяют проектировать и изготавливать индукторы для индукционных тигельных плавильных печей ëмкостью (по стали) от 20 кг до 3-х тонн.
3. Комплект поставки
| № | Наименование | Количество, шт |
| 1 | Индуктор | 1 |
| 2 | Паспорт | 1 |
| 3 | Упаковка п/э | + |
| 4 | Гарантийное обслуживание 6 месяцев | + |
4. Таблица размеров индукторов печей ИСТ
| № | Ëмкость печи (по стали),т | Размеры индуктора, мм | |
| Внутренний Ø | Высота h | ||
| 1 | ИСТ~0,02 | 240 | 270 |
| 2 | ИСТ~0,06 | 300 | 370 |
| 3 | ИСТ~0,1 | 340 | 370 |
| 4 | ИСТ~0,16 | 410 | 460 |
| 5 | ИСТ~0,25 | 460 | 540 |
| 6 | ИСТ~0,4 | 530 | 560 |
| 7 | ИСТ~0,6 | 600 | 740 |
| 8 | ИСТ~0,8 | 680 | 740 |
| 9 | ИСТ~1,0 | 720 | 800 |
| 10 | ИСТ~2,0 | 860 | 940 |
| 11 | ИСТ~3,0 | 920 | 1150 |
5. Требования к качеству охлаждающей воды
| Требование | Содержание веществ | |
| Жëсткость воды, не более | 4 мг-экв/л | |
| Удельное электрическое сопротивление, не менее | 4000 Ом/см | |
| Водородный показатель pH | 5 — 7,5 | |
| Взвешенных веществ, не более | 10 мг/л | |
| Свободная углекислота, не более | 4 мг/л | |
| Железо общее, не более | 0,2 мг/л | |
| Хлориды, не более | 10 мг/л | |
| Аммиак, не более | 4 мг/л | |
| Нитраты, не более | 3 мг/л | |
| Примеси вызывающие корозию металлов и порчу изоляции | не допускается | |
| Содержание масел, нефтепродуктов и смолообразующих веществ | не допускается | |
| Остальные требования по: | ГОСТ Р 51232-98 | |
Особенности внутренних элементов конструкции
Чаще всего индуктор выполняется из трубки круглого сечения. Но бывают ситуации, в которых круглая медная трубка не применима. В определенных случаях для конструирования индукционной тигельной печи используют профилированные элементы, благодаря которым уменьшается магнитный поток рассеивания. Трубки индуктора изолируют между собой стеклотканью, пропитанной специальным лаком. Защищенные витки сжимаются блоками, изготовленными из диэлектрического материала. Индуктор и тигель, размещенный внутри катушки, устанавливается на поддон, изготовленный из огнеупорных кирпичей или жаропрочного бетона. В промышленных условиях процесс изготовления тигля происходит прямо в печи. При этом индуктор в собранном состоянии устанавливают на поддон и изолируют асбестом. После этого поддон засыпается огнеупорным порошком, который уплотняется с помощью пневматической установки. Зазор между установленным на днище шаблоном и индуктором заполняется порошками из огнеупорных материалов.
Футеровку зоны над индуктором обеспечивает огнеупорный кирпич. Воротник и сливной желоб также футеруют жаропрочным кирпичом. Работа индукционной тигельной печи происходит в тяжелейших условиях, поэтому к качеству используемых жаропрочных материалов предъявляются повышенные требования. На долговечность футеровки влияет состав огнеупорной массы, режим работы и применяемая частота электрического тока. Как правило, тигель выдерживает до 100 плавок, а затем выходит из строя.

Индуктор для ТВЧ
Индуктор – это обязательная часть каждой установки ТВЧ. Он представляет собой один или несколько витков проводника, в котором создаются высокочастотные электрические колебания – до 5 МГц. Это становится возможным за счет мощного генератора переменного тока. В витки помещают заготовки, выполненные из электропроводящего материала.
Разогревает заготовку электромагнитное излучение, появляющееся после приведения в действие ТВЧ генератора. Система, включающая индуктор и заготовку, – это трансформатор. Индуктор в нем является первичной обмоткой, а заготовка – вторичной. Она замыкается накоротко. Появляющийся между обмотками магнитный поток может замыкаться по воздуху, защитному газу, вакууму, жидкости и пр.
Плоские заготовки можно разместить у торца, а трубчатые – одеть снаружи на спираль индуктора.
Индуктор нагрева заготовок (www.coilfab.com)
Индуктор выполняется и в других формах. Змееобразный используется при нагреве плоских поверхностей, имеющий вид трехлистного клевера – при нагреве уголков, в форме восьмерки – при нагреве зубьев зубчатых колес.
Обычно индуктор ТВЧ для мощных установок делают из медных трубок, которые регулярно охлаждают с помощью воды. Ведь работающие индукторы, через которые протекает большой ток (от сотен до тысяч ампер), сильно нагреваются. Кроме того, они поглощают тепловое излучение от разогретой заготовки. Для того чтобы вода брызгала на заготовку и в одно время с нагревом происходила поверхностная закалка, в медных трубках просверливают отверстия.
Индуктор нагрева внутренней части детали
Индукторы недолго работающих или маломощных установок индукционного нагрева делают из массивного медного провода. Можно для этих целей применять даже обычный изолированный. Ведь такие индукторы ТВЧ не успевают сильно нагреться.
Проектирование индуктора – это одна из самых сложных задач нагрева ТВЧ. При разработке инженеры применяют специальные программные средства. Так удается без ошибок рассчитать и смоделировать проект.
Вариан сложного индуктора (www.coilfab.com)
Для проведения простых операций, которые не подразумевают высокой точности нагрева, допускается использование простых методик, которые разрабатывают сотрудники ВНИИТВЧ.
Чтобы увеличить КПД индуктора ТВЧ, нужно поместить его максимально близко к заготовке – от 2 до нескольких см.
Индуктор для закалки совмещенный со спрейером
Снаружи индуктор обклеивают высокочастотными магнитопроводами (магнитодиэлектриками), то есть небольшими панелями из материалов Fluxtrol или Ferrotron. Так удается уменьшить рассеяние магнитного потока. Fluxtrol и Ferrotron – это мелкодисперсный порошок из магнитного материала, который связан эпоксидной смолой. Эти панельки концентрируют электромагнитное излучение на частотах до 3 МГц и выдерживают температуру до 250 °С. С помощью магнитопровода удается более точно выделить зону ТВЧ нагрева. Заменой панелек иногда выступает феррит или ферритовая крошка, связанная эпоксидной смолой.
Индуктор с Fluxtrol концентраторами (fluxtrol.com)
Конструкция наружных элементов
Каркас плавильной тигельной печи представляет собой базу, к которой крепятся все ее элементы. На крупных промышленных устройствах каркас имеет вид сплошного кожуха. Все детали каркаса должны иметь высокую прочность, в связи с влиянием на них электромагнитного поля индуктора. Оболочка при определенных условиях может нагреваться так же, как и материал в печи. Чтобы уменьшить нагрев, каркас рационально изготавливать из неэлектропроводных материалов. Однако, поскольку диэлектрические материалы имеют высокую цену, материалом для каркаса обычно служит сталь. Стальная конструкция разбивается на несколько элементов, которые, в свою очередь, изолируются друг от друга. Для снижения электромагнитного поля вблизи каркаса используются экраны. Защитный экран устанавливается между индуктором и корпусом печи. Экран имеет форму цилиндра и выполняется из алюминия или меди.
Поворотный узел — важный элемент конструкции. Главное требование к механизму поворота — обеспечение наклона для полного слива металла. Механизмы поворота могут использоваться разные. В печах небольшого объема используется ручная или электрическая лебедка. Промышленные печи наклоняют с помощью кран-балки. Печи большого объема могут оборудоваться гидравлическим приводом наклона.
Крышка, которой накрывается тигельная печь для плавки, служит для поддержания температуры внутри агрегата на более высоком уровне. Однако учитывая, что накрывать печь можно только после полного расплавления шихты, применение крышки не является обязательным.
Введение. Теория Эйнштейна[ | ]

Рис. 1a. Поглощение фотона

Рис. 1б. Вынужденное испускание фотона

Рис. 1в. Спонтанное испускание фотона
Большой вклад в разработку вопроса о вынужденном излучении (испускании) внёс А. Эйнштейн опубликовав в 1916 и 1917 годах соответствующие научные статьи. Гипотеза Эйнштейна состоит в том, что под действием электромагнитного поля частоты ω молекула (атом) может:
- перейти с более низкого энергетического уровня E 1 > на более высокий E 2 > с поглощением
фотона энергией ℏ ω = E 2 − E 1 -E_> (см. рис. 1a); - перейти с более высокого энергетического уровня E 2 > на более низкий E 1 > с испусканием
фотона энергией ℏ ω = E 2 − E 1 -E_> (см. рис. 1б); - кроме того, как и в отсутствие возбуждающего поля, остаётся возможным самопроизвольный переход молекулы (атома) с верхнего на нижний уровень с испусканием фотона энергией ℏ ω = E 2 − E 1 -E_> (см. рис. 1в).
Первый процесс принято называть поглощением, второй — вынужденным (индуцированным) испусканием, третий — спонтанным испусканием. Скорость поглощения и вынужденного испускания фотона пропорциональна вероятности соответствующего перехода: B 12 ⋅ u cdot u> и B 21 ⋅ u , cdot u,> где B 12 , ,> B 21 > — коэффициенты Эйнштейна для поглощения и испускания, u
— спектральная плотность излучения.
Число переходов d n 1 n_> с поглощением света выражается как
d n 1 = B 12 u ⋅ n 1 d t , ( 1 ) n_=B_ucdot n_mathrm t,qquad qquad (1)>
с испусканием света даётся выражением:
d n 2 = ( A 21 + B 21 u ) ⋅ n 2 d t , ( 2 ) n_=(A_+B_u)cdot n_mathrm t,qquad (2)>
где A 21 > — коэффициент Эйнштейна, характеризующий вероятность спонтанного излучения, а n 1 , n 2 ,n_> — число частиц в первом или во втором состоянии соответственно. Согласно принципу детального равновесия, при термодинамическом равновесии число квантов света d n 1 n_> при переходах 1 → 2 должно равняться числу квантов d n 2 , n_,> испущенных в обратных переходах 2 → 1.
Изготовление печи своими руками
Индукционные печи нашли широкое применение не только в промышленности, но и в быту. Можно найти схемы большого количества самодельных устройств, однако часть из них в лучшем случае просто не заработает, а в худшем — нанесет вред здоровью своего создателя. О таких последствиях предостерегают многие любители. В повседневной жизни метод индукционного нагрева применяется в таких устройствах:
- канальная печь для плавки металла;
- тигельная индукционная печь — наиболее простая в конструировании, и в связи с этим наиболее популярная среди энтузиастов, судя по отзывам;
- водонагревательный котел, работа которого основана на методе индукции;
- индукционные варочные поверхности, составляющие конкуренцию популярным газовым плитам.

Магнитное поле индукционных плит

Современные ученые пока не могут прийти к общему мнению о том, насколько сильный вред наносят электромагнитные поля на здоровье человека. Некоторые говорят, что из-за этих самых полей развиваются и мутируют раковые клетки, другие считают, что электромагнитное поле разрушает головной мозг человека, а третьи утверждают, что серьезной угрозы для здоровья человека нет. И все же ученые во всем мире сходят в том, что вред от электромагнитных излучений есть. Достоверно известно, что людям с кардиостимуляторами нельзя подходить к работающей индукционной плите ближе, чем на расстояние полуметра. Ученые провели исследования, при которых кардиостимулятор переставал работать, находясь около индукционной плиты. Индукционные плиты: вред для здоровья и жизни людей со слабым сердцем, использующих кардиостимуляторы.
Подводя итог, можно с полной уверенностью сказать, что на качество пищи индукционная плита не влияет ни каким образом. Однако, перед покупкой такого гаджета стоит посоветовать с врачом или пройти обследования. Ведь вы можете даже не подозревать о скрывающихся у вас болезнях. Так что, подойдите с полной ответственностью к решению о новой покупке.
Если статья оказалась для Вас полезной, поделитесь с друзьями
Канальная печь
Данный тип печей применяется для получения чугуна высокого качества, а также при плавке дюраля и цветных спецсплавов. Канальная печь мощностью до 3 кВт изготавливается самостоятельно из сварочного трансформатора, частота которого соответствует промышленной. Такая печь позволяет расплавить болванку бронзы или меди весом до полукилограмма. Канальная печь также позволяет переплавлять дюраль, только обязательно нужно учитывать, что за плавкой должен следовать процесс «состаривания». Время этого процесса может составлять до 2 недель и зависит от состава сплава.
Для изготовления печи первичную обмотку сварочного трансформатора оставляют без изменений, а на место вторичной обмотки помещают тигель кольцевого типа. Лучшим материалом для тигля небольшой канальной печи является электрофарфор. Другие варианты не подойдут из-за низкой прочности и диэлектрических потерь. По отзывам металлургов-любителей, проблема состоит в том, что обработать электрофарфор самостоятельно не представляется возможным, а найти подходящий элемент в продаже очень маловероятно. Именно из-за дефицитного тигля, канальная печь у энтузиастов широкого применения не нашла, хотя данный тип печи и обладает КПД более 90 %.
Излучение индукционных плит

При разговоре, не о положительных характеристиках индукционной плиты, а об отрицательных характеристиках, то первое что приходит в голову, сильное излучение приготовляемой пищи, которое влечет за собой мутацию клеток в организме. Производители заверяют нас в том, что приготовленная пища на такой плите совершенно не подвергается излучению. Ученые проводящие исследования подтверждают слова производителей, объясняя это тем, что сама по себе сила вихревого электромагнитного поля незначительная. Потоки электромагнитного излучения, при правильном заземлении самой плиты вообще сводятся к нулю. При соблюдении правильного использования индукционной плиты и уходе за ней вы сможете продлить время полезного использования в несколько раз.
Ученые из Швейцарии считаю, что излучение от индукционной плиты может нанести вред плоду в утробе у матери, однако, так говорят и про использование мобильных телефонов и вообще про любое устройство с магнитным излучением.
Тигельная индукционная печь
Изготовленная своими руками тигельная печь используется прежде всего при очистке ценных металлов. К примеру, имея в наличии радиоразъем, изготовленный в Советском Союзе, можно добыть из его контактов определенное количество золота. Используя внешний нагрев, такого результата добиться невозможно.
Кроме золотодобычи, такая печь часто используется с целью равномерного нагрева металла, что требуется для качественной закалки. Меняя положение детали в индукторе и корректируя его мощность, можно добиться заданной температуры на конкретном участке металла. Важно, что использование такой печи будет достаточно бюджетным, ведь практически все энергия направлена на процесс нагрева детали.

Введение. Теория Эйнштейна
Рис. 1a. Поглощение фотона Рис. 1б. Вынужденное испускание фотона Рис. 1в. Спонтанное испускание фотона
Большой вклад в разработку вопроса о вынужденном излучении (испускании) внёс А. Эйнштейн опубликовав в 1916 и 1917 годах соответствующие научные статьи. Гипотеза Эйнштейна состоит в том, что под действием электромагнитного поля частоты ω молекула (атом) может:
- перейти с более низкого энергетического уровня E 1 > на более высокий E 2 > с поглощением
фотона энергией ℏ ω = E 2 − E 1 -E_> (см. рис. 1a); - перейти с более высокого энергетического уровня E 2 > на более низкий E 1 > с испусканием
фотона энергией ℏ ω = E 2 − E 1 -E_> (см. рис. 1б); - кроме того, как и в отсутствие возбуждающего поля, остаётся возможным самопроизвольный переход молекулы (атома) с верхнего на нижний уровень с испусканием фотона энергией ℏ ω = E 2 − E 1 -E_> (см. рис. 1в).
Первый процесс принято называть поглощением, второй — вынужденным (индуцированным) испусканием, третий — спонтанным испусканием. Скорость поглощения и вынужденного испускания фотона пропорциональна вероятности соответствующего перехода: B 12 ⋅ u cdot u> и B 21 ⋅ u , cdot u,> где B 12 , ,> B 21 > — коэффициенты Эйнштейна для поглощения и испускания, u
— спектральная плотность излучения.
Число переходов d n 1 n_> с поглощением света выражается как
d n 1 = B 12 u ⋅ n 1 d t , ( 1 ) n_=B_ucdot n_mathrm t,qquad qquad (1)>
с испусканием света даётся выражением:
d n 2 = ( A 21 + B 21 u ) ⋅ n 2 d t , ( 2 ) n_=(A_+B_u)cdot n_mathrm t,qquad (2)>
где A 21 > — коэффициент Эйнштейна, характеризующий вероятность спонтанного излучения, а n 1 , n 2 ,n_> — число частиц в первом или во втором состоянии соответственно. Согласно принципу детального равновесия, при термодинамическом равновесии число квантов света d n 1 n_> при переходах 1 → 2 должно равняться числу квантов d n 2 , n_,> испущенных в обратных переходах 2 → 1.
Индукционные котлы
Индукционные водонагревательные котлы имеют все шансы в будущем вытеснить обычные бойлеры. Минусом такого водонагревателя пользователи считают высокую цену, но при этом, систематизируя многочисленные отзывы, можно выделить несколько преимуществ:
- Надежность. В котле нет электроспирали, которая является слабым звеном обычного бойлера.
- Коэффициент полезного действия почти 100 %.
- Безопасность. Доступ электричества к корпусу котла невозможен благодаря особенностям конструкции.
- Устройство не нуждается в специальном заземлении.
- Устойчив к скачку напряжения в электрической сети.
- Не образует накипь.
- Долговечность. Котел способен отработать без обслуживания около 30 лет.
Самодельный водонагревательный котел
Основой такого водонагревателя служит силовой трансформатор мощностью до 1,5 кВт, первичная обмотка которого рассчитана на напряжение 220 В. Отлично подойдет трансформатор от лампового цветного телевизора. Вторичную обмотку следует снять, а количество витков первичной необходимо увеличить.
Умельцы советуют и предостерегают: использование такого самодельного устройства небезопасно, поэтому трансформатор следует заземлить, а сам прибор подключать через быстродействующее УЗО.
Конструкция индукционных тигельных печей
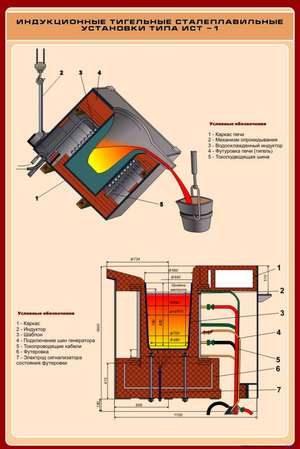
Индукционная тигельная печь (рисунок 1) состоит из основных элементов (индуктора, футеровки, каркаса, механизма наклона) и может быть оборудована дополнительными устройствами (крышкой с механизмом подъема и поворота, магнитопроводом или магнитным экраном, рабочей площадкой и др.).

Рисунок 1 – Схематическое изображение индукционной сталеплавильной печи а — конструктивное оформление, 1 — индуктор, 2 — крепление витков индуктора, 3 — каркас, 4 — тепловая изоляция, 5 — подовая плита, 6 — тигель, 7 — цапфы механизма наклона, 8 — крышка, б — футеровка тигля 1 — подовая плита, 2 — тигель, 3 — воротник, 4 — сливной желоб, 5 — огнеупорная обмазка
Индуктор
Индуктор предназначен для создания переменного магнитного поля необходимой напряженности. Помимо основного назначения, индуктор выполняет также роль крепления тигля, которое удерживает его от смещения при наклоне печи.
Поскольку мощность, передаваемая садке печи, пропорциональна квадрату ампер-витков индуктора, целесообразно обеспечивать возможно большее число витков индуктора и пропускать через него токи большой силы. В среднем плотность тока в индукторе составляет около 20 А/мм 2 , а электрические потери в нем даже при изготовлении его из меди достигают 20—30%. Кроме того, индуктор дополнительно нагревается потоком тепла от тигля. Во избежание перегрева индуктор необходимо охлаждать.
Сечение трубки выбирают так, чтобы толщина стенки примерно в 1,3 раза превышала глубину проникновения тока, сечение стенки при заданной силе тока обеспечивало плотность тока не более 20А/мм 2 , а сечение отверстия трубки обеспечивало проход количества воды, необходимого для отвода тепла.
Наружный диаметр трубки при этом должен позволять разместить по высоте индуктора расчетное число витков.
Индуктор изготовляют, как правило, из медной трубки круглого сечения. Иногда, однако, использование такой трубки невозможно, так как при этом нельзя выполнить изложенные выше требования. Поэтому в некоторых случаях приходится использовать неравностенные (рисунок 2, а, б) или профилированные (рисунок 2, в, г) трубки. Использование профилированных трубок целесообразнее и в связи с уменьшением магнитного потока рассеивания, достигаемого в этом случае в связи с возможностью уменьшения зазора между тиглем и витками индуктора.

Рисунок 2 – Трубки для изготовления индуктора
Иногда расчетное число витков оказывается настолько незначительным, что не позволяет плотно заполнить всю высоту индуктора. В этом случае индуктор целесообразно изготовлять двухсекционным с удвоенным числом витков и параллельным соединением секций. Секции наматывают в противоположные стороны, так как ько в этом случае магнитные потоки секций складываются, а в месте стыка секций напряжение крайних витков секций оказывается одинаковым и не требует усиленной изоляции (рисунок 3). При одинаковом направлении витков в месте стыка напряжение между витками было бы равно напряжению источника.

Рисунок 3 – Включение секций двухсекционного индуктора
На генераторной (подсоединяемой к источнику питания) секции делается несколько промежуточных отводов. Подключая разное число витков секции к источнику питания, можно, как в автотрансформаторе, повышать напряжение на индукторе выше номинального напряжения источника питания и тем самым регулировать потребляемую печью мощность. Подключением nг витков из имеющихся в секции nн витков можно на индукторе получить напряжение Uн:

Витки индуктора изолируют друг от друга стеклотканью с кремнийорганическим лаком. Изолированные витки сжимаются плитами из изоляционного материала, стягиваемыми при помощи брусьев.
В некоторых случаях каждый виток индуктора жестко крепят к изоляционным стойкам независимо от других витков. В этом случае изоляция витков не обязательна.
Футеровка
Индуктор и помещаемый внутри него тигель устанавливают на подину, изготавливаемую из шамотных блоков, шамотных кирпичей или (на крупных печах) из жаропрочного бетона (см. рис. 1,б).
На промышленных печах тигель, образующий плавильное пространство печи, изготавливают непосредственно в печи. Для этого собранный и установленный на подину индуктор закрепляют и внутреннюю его поверхность изолируют асбестом. Затем на подину насыпают порошкообразные огнеупорные материалы и пневматическими трамбовками уплотняют их слоями по 50—70 мм. На уплотненное днище устанавливают шаблон, сваренный из листовой углеродистой стали толщиной 2—3 мм и имеющий форму, повторяющую внутренние контуры тигля. В кольцевой зазор между шаблоном и индуктором засыпают порошки огнеупоров и уплотняют их такими же слоями.
Футеровку выше верхнего витка индуктора выполняют из обожженного кирпича, так как обжечь этот участок тигля в печи очень трудно. Воротник и сливной желоб футеруют кирпичом и обмазывают огнеупорной обмазкой.
Тигли для печей небольшой емкости можно изготавливать в пресс-формах и устанавливать в печь в готовом виде, засыпая зазор между тиглем и индуктором порошкообразными огнеупорами. Это значительно ускоряет замену футеровки, но трудно осуществимо при большой емкости тигля. Чтобы набивка тигля не создавала перебоев в работе крупных установок, их снабжают двумя печами и либо печь полностью заменяют после выхода из строя тигля, либо питание переключают на вторую печь.
Футеровка индукционных тигельных печей работает в очень тяжелых условиях. Для получения возможно меньшего магнитного потока рассеивания толщина ее должна быть минимальной и при этом обеспечивать высокую механическую прочность, не растрескиваться при смене температур после слива металла и завалки холодной шихты, обладать высокой огнеупорностью и шлакоустойчивостью.
Особенно жесткие требования предъявляют к огнеупорным материалам, используемым в печах высокой частоты. Помимо перечисленных требований, в огнеупорах для печей высокой частоты должны отсутствовать токопроводящие и магнитные примеси, так как частицы этих примесей в высокочастотном поле нагреваются, оплавляются и растворяют футеровку, приводя к прогоранию тигля.
Футеровка индукционных печей может быть кислой или основной. Кислую футеровку изготовляют из кварцевого песка или кварцита и использует главным образом в литейных цехах машиностроительных заводов. Она дешевле основной футеровки, обладает более высокой термостойкостью, характеризуется меньшей тепло- и электропроводностью тиглей из кислых материалов. Срок службы длительнее. В то же время кислая футеровка восстанавливается многими элементами, входящими в состав легированной стали, и поэтому на металлургических заводах находит ограниченное применение.
Для основной футеровки обычно применяют порошок магнезита, реже — порошок, полученный из отходов хромомагнезитовых кирпичей. В некоторых случаях для изготовления тиглей пользуются техническим глиноземом и цирконовым песком (цирконовым силикатом). В качестве связующих используют борную кислоту, буру, жидкое стекло, огнеупорную глину и другие вещества.
Футеровку изготовляют из увлажненных или сухих материалов. Вновь изготовленный тигель должен быть просушен и обожжен, для чего проводят специальную обжиговую плавку.
В тигель с шаблоном загружают чугун и медленно поднимают нагрузку до слабо-красного каления шаблона. Если футеровка изготовлена из увлажненных материалов, то печь сушат в течение 15—20ч, при применении сухой массы время сушки уменьшают до нескольких часов, а затем нагрузку увеличивают и расплавляют чугун.
При первой плавке в печь стремятся загрузить как можно больше чугуна с тем, чтобы обжечь тигель до высоты, превышающей обычный уровень металла. Чугун сильно перегревают, и расплав становится очень жидкотекучим и хорошо заполняет все неровности поверхности.
После обжиговой плавки на внутренней поверхности тигля образуется тонкий (2—3 мм) рабочий слой спеченной футеровки. В дальнейшем толщина этого слоя постоянно увеличивается. Неспеченный слой набивки выполняет роль буфера, воспринимающего термические и механические нагрузки рабочего слоя. Когда футеровка спекается на всю толщину, тигель трескается и выходит из строя.
Стойкость футеровки зависит от состава огнеупорной массы, частоты тока, режима работы и ряда других факторов. На печах с основным тиглем она достигает 40— 100 плавок; стойкость кислых тиглей может быть значительно больше.
Каркас
Каркас является основой для крепления всех элементов печи. На печах большой емкости каркас заменяют сплошным кожухом.
Элементы каркаса должны обладать большой прочностью и выдерживать значительные нагрузки. Поскольку каркас расположен в зоне сильного электромагнитного поля индуктора, он может при определенных условиях нагреваться почти так же, как металл в тигле.
Чтобы уменьшить потери на нагрев каркаса, необходимо ослабить наводимые в нем токи. Наиболее просто это достигается тем, что каркас разбивают на отдельные электроизолированные друг от друга элементы, и тогда его лучше изготовлять из немагнитных, а еще лучше — из неэлектропроводных материалов. Однако, по скольку наиболее доступным конструкционным материалом является
сталь, каркас чаще всего изготовляют из стальных изолированных друг от друга частей.
Иногда целесообразно снизить вблизи каркаса напряженность магнитного поля. Это может быть достигнута установкой между индуктором и каркасом магнитопроводов или магнитных экранов.
Магнитопровод изготовляют в виде пакетов, набранных из листов электротехнической стали толщиной 0,2—0,5 мм и устанавливаемых по окружности между индуктором и каркасом. Вследствие более высокой магнитной проницаемости электротехнической стали по сравнению с воздухом магнитные силовые линии замыкаются по магнитопроводу и каркаса не достигают. Общее сечение магнитопровода выбирают таким, чтобы концентрация выделяющегося в нем тепла была невелика и он не нагревался. Это условие выполняется тогда, когда магнитопровод выполнен достаточно массивным. Часто масса магнитопровода заметно превосходит массу садки.
Установка магнитопроводов, кроме того, усложняет конструкцию печи и обслуживание индуктора. По этим причинам они находят ограниченное применение.
Более просты и компактны печи с электромагнитными экранами, изготавливаемыми в виде цилиндра из медного или алюминиевого листа и устанавливаемыми между индуктором и каркасом.
Сущность экранирования каркаса заключается в том, что электромагнитные волны, исходящие от индуктора, наводят в экране токи, противоположные по направлению току индуктора. Эти токи создают поле, противоположное полю индуктора, и оно достигает каркаса значительно ослабленным.
Для обеспечения небольших потерь в экране необходимо, чтобы его толщина минимум в 1,3 раза превышала глубину проникновения тока. Поэтому электромагнитные экраны наиболее целесообразно применять на установках высокой частоты. Для печей промышленной частоты толщина медного экрана должна быть не менее 1,3 см.
Механизм наклона
Механизм наклона должен обеспечивать наклон печи для полного слива металла.
В настоящее время применяют очень разнообразные механизмы. Для печей малой емкости используют механизмы, состоящие из лебедки с ручным или электромеханическим приводом и троса, перекинутого через блок.
Более крупные печи наклоняют при помощи тельфера, сцепляя его крюк с серьгой, укрепленной на каркасе. Крупные печи оборудуют гидравлическим приводом наклона, в принципе аналогичным гидравлическому приводу наклона дуговых печей.
Вращение печи осуществляется, как правило, вокруг цапф, ось которых проходит под носком печи. В некоторых случаях вращение начинается вокруг нижних цапф и осуществляется с большой скоростью, пока в гнездо не уложатся верхние цапфы. После этого печь поворачивается вокруг верхней пары цапф, но уже с меньшей скоростью (увеличивается радиус точки приложения сил).
Крышка
Крышка предназначена для уменьшения тепловых потерь излучением с поверхности расплава и поддержания температуры шлака на более высоком уровне.
Последнее требование в некоторых случаях приобретает особенно важное значение, так как шлаки в индукционных печах нагреваются только за счет тепла металла. Однако учитывая, что при использовании индукционных печей, как правило, не ставится задача глубокого рафинирования металла шлаком, целесообразность усложнения конструкции печи в результате установки крышки представляется сомнительной, тем более, что ее можно применять лишь в очень ограниченное время после полного расплавления шихты. Поэтому крышка не является обязательным элементом конструкции индукционной тигельной печи.
Электрооборудование индукционных тигельных печей
Электрическая цепь индукционных тигельных печей состоит из источника питания 1, соленоида 2 и емкости 3 (рисунок 1).

Рисунок 1 – Схема электрической цепи индукционных тигельных печей
Соленоидом является индуктор печи, который относится одновременно и к ее механическому оборудованию. Поэтому конструкция индуктора будет рассмотрена позже.
Источники питания
В зависимости от емкости и назначения индукционные тигельные печи питают токами различной частоты — от 500 до 1000000 Гц. Для промышленных печей емкостью от нескольких сот килограммов и до нескольких тонн наиболее часто используют токи частотой 500— 10000Гц, печи емкостью более 6т могут питаться токами промышленной частоты (50Гц), а небольшие промышленные и лабораторные печи требуют питания токами весьма большой частоты Источниками питания индукционных печей токами высокой частоты служат преобразователи частоты — высокочастотные генераторы. В настоящее время пользуются главным образом генераторами двух видов — ламповыми и машинными преобразователями.
Генератором высокочастотных колебаний в ламповом преобразователе является колебательный контур, широко используемый также в радиопередающих и принимающих устройствах (рисунок 2).

Рисунок 2 – Колебательный контур
Если к такому контуру, содержащему индуктивность L и емкость С, подвести напряжение и зарядить обкладки конденсатора, а затем замкнуть рубильник, то конденсатор начнет разряжаться и в контуре появится ток. При прохождении тока через индуктивность в момент его нарастания в ней создается запас энергии, противодействующий изменению силы тока. После разрядки конденсатора этот запас поддерживает ослабевающую силу тока в контуре, вследствие чего обкладки конденсатора вновь заряжаются, но при этом получают обратную полярность. Конденсатор вновь разряжается и в контуре периодически протекает ток одного или противоположного направления.
Частота тока в контуре, т. е. частота собственных колебаний контура, зависит от соотношения активного сопротивления, индуктивности и емкости и определяется выражением

В колебательном контуре величина R много меньше величины L, поэтому последним членом в предыдущем уравнении можно пренебречь. Тогда
Меняя величины L и С, можно в широких пределах изменять частоту колебаний.
Собственные колебания контура являются затухающими, так как энергия конденсатора постепенно превращается в тепловую и выделяется в активном сопротивлении.
Чтобы колебания контура превратить в незатухающие, в него необходимо периодически подводить энергию, т. е. подзаряжать контур. Такую подзарядку осуществляют при помощи генераторной лампы — триода, включенной в цепь контура (рисунок 3).

Рисунок 3 – Схематическое изображение лампового генератора
Цепь в лампе между анодом и катодом замыкается электронами, испускаемыми нагретым катодом. Цепь будет замыкаться лишь в том случае, если на сетке, расположенной между катодом и анодом,
потенциал будет положительным. В противном случае эмиттированные катодом электроны будут отбрасываться полем сетки обратно к катоду. Таким образом, управляя потенциалом на сетке, можно регулировать силу тока в цепи лампы и колебательного контура.
Импульсы питающего тока должны быть согласованы по фазе с колебаниями контура. Это обеспечивается тем, что на сетку подается потенциал с частотой собственных колебаний контура. В приведенной на рисунке 3 схеме для этого служит индуктивность L2, связанная по принципу трансформатора с индуктивностью контура. Такую связь контура с цепью сетки называют обратной связью, так как через нее одна часть схемы воздействует на другую.
Поскольку генераторная лампа пропускает ток только в одном направлении, ее целесообразно питать выпрямленным током от ламповых выпрямителей, питаемых в свою очередь трехфазным током от высоковольтного трансформатора напряжением 10— 13 кВ. Чтобы использовать оба полупериода питающего тока, ставят два блока выпрямителей, подающих на лампу выпрямленное напряжение обоих полупериодов последовательно из каждой фазы.
В настоящее время выпускают генераторные лампы мощностью до 100 кВт. Если мощность установки требует установки нескольких ламп, то их включают параллельно. Число ламп в установках обычно не превышает четырех.
Срок службы генераторных ламп составляет примерно 1000ч работы. Коэффициент полезного действия их равен примерно 80%.
Машинные преобразователи
Для питания индукционных печей применяют машинные генераторы двух типов: обычные синхронные и индукторные.
Частота тока, вырабатываемого обычным синхронным генератором, зависит от числа пар полюсов обмотки возбуждения р и числа оборотов ротора п и определяется по формуле:
Число пар полюсов ограничивается трудностью исполнения обмотки, скорость вращения ротора — возникновением больших центробежных сил. Поэтому такие генераторы используют для получения токов частотой до 1000Гц. Токи частотой более 1000 Гц (до 10 000Гц) получают при помощи машинных генераторов индукторного типа.
Генератор этого типа отличается тем, что обе обмотки— и обмотка возбуждения и рабочая обмотка — размещены в статоре, а на роторе обмоток не имеется. Ротор собирают из фигурных пластин электротехнической стали таким образом, что в собранном виде на его поверхности образуются чередующиеся продольные выступы и впадины.
Обмотка возбуждения питается постоянным током и создает постоянное по величине и по направлению магнитное поле. При вращении ротора против пазов обмотки возбуждения поочередно оказываются зубцы и впадины и магнитные силовые линии замыкаются то по ротору, то по воздуху, в результате чего образуется пульсирующее магнитное поле.
Под действием этого поля в рабочей обмотке наводится изменяющаяся по величине и направлению э.д.с., частота изменений которой определяется выражением:

Сопоставление уравнений показывает, что поскольку в генераторах индукторного типа значительно легче изготовить ротор с большим числом зубцов, чем расположить у синхронного генератора такое же число пар полюсов в обмотке возбуждения, в них можно генерировать токи значительно более высокой частоты. Но при сравнительно низкой частоте (до 1000 Гц) синхронные генераторы оказываются более экономичными, поэтому генераторы индукторного типа применяют только в установках более высокой частоты.
Ротор машинного генератора приводится во вращение трехфазным асинхронным двигателем, выполняемым либо в отдельном корпусе, либо заодно с корпусом генератора. Чтобы различать конструктивное исполнение, агрегаты с обособленным приводным электродвигателем принято называть генераторами, а со встроенным электродвигателем — преобразователями.
К.п.д. современных машинных генераторов достаточно высок и составляет 80—90%.
Конденсаторы
Уже отмечалось, что вследствие значительного зазора между индуктором и садкой индукционная тигельная печь обладает большой индуктивностью, снижающей общий сos φ. Для компенсации индуктивной мощности индуктора установки тигельных печей снабжают конденсаторами, которые, будучи включенными в цепь печи, служат источниками, покрывающими безваттную мощность печи.
Так как самоиндукция создает положительный сдвиг фаз (сила тока отстает от величины напряжения), а емкость — отрицательный (сила тока опережает величину напряжения), то при равенстве индуктивного и емкостного сопротивлений сдвига фаз не будет, кривая изменения силы тока совпадает с кривой изменения величины напряжений и сos φ = 1.
Это условие соблюдается автоматически в контуре со свободными колебаниями, поэтому в установках с ламповым генератором сos φ всегда равен единице. В установки же, питаемые от машинных генераторов, для равенства индуктивного xL и емкостного сопротивлений хс необходимо включать конденсаторные батареи. Так как xL = ωL, а хс = 1/ωС, то сos φ = 1 при ωL = 1/ωС, где ω — угловая частота, равная ω = 2πf. Отсюда
и потребная емкость конденсатора:
Емкость конденсатора зависит от величины поверхности обкладок S, расстояния между обкладками d и свойств диэлектрика, заполняющего пространство между обкладками, а именно от его
диэлектрической проницаемости εn. В простейшем случае (плоский конденсатор с двумя обкладками) емкость конденсатора равна
Если конденсатор собран из n пластин, соединенных через одну параллельно, то
Конденсаторы применяют, как правило, собранными в группы (батареи), составленные из последовательно или параллельно соединенных элементов. При последовательном соединении
![]()
при параллельном соединении
![]()
Что касается мощности, то последовательное и параллельное соединения равноценны, но предпочтительнее параллельное соединение конденсаторов, так как оно обеспечивает небольшой по силе ток генератора и отсутствие перенапряжения на индукторе печи и конденсаторах.
В установках индукционных печей применяют бумажно-масляные и керамические конденсаторы.
В бумажно-масляных конденсаторах обкладками служит алюминиевая фольга толщиной 0,007—0,015 мм, а диэлектриком — парафинированная или пропитанная маслом бумага. Конденсаторы наматывают из лент в виде рулона, а затем опрессовывают в плоский пакет. Пакеты погружают в банку с трансформаторным маслом, которую во избежание загрязнения масла герметично закрывают.
Реактивную мощность конденсатора можно повысить, если от водить выделяющееся в нем тепло, погружая в масло змеевик, питаемый проточной водой, или пропуская воду между двойными стенками банки. Для увеличения теплоотдачи излучением банки снаружи окрашивают в черный цвет.
В высокочастотных установках с ламповыми генераторами широко применяют керамические конденсаторы (рисунок 4). Обкладками в таких конденсаторах служит тончайший слой серебра, напыленный на внутреннюю и наружную поверхности конденсатора перед обжигом керамики.

Рисунок 4 – Керамический конденсатор ТГК1-К
Преимуществом керамических диэлектриков является их высокая диэлектрическая проницаемость (у отдельных сортов керамики она достигает 1000 против 3—4 у промасленной бумаги); недостатком — трудность изготовления тонкостенных конденсаторов. Значительная толщина диэлектрика снижает емкость конденсатора, поэтому эти конденсаторы изготавливают на малые емкости.
Для получения необходимых емкости, мощности и напряжения на обкладках отдельные конденсаторы собирают в большие группы — батареи, соединенные последовательно или параллельно.
В процессе нагрева и плавления шихты электрические и магнитные свойства ее меняются. Это приводит к изменению индуктивного сопротивления печи.
В контуре со свободными колебаниями изменение индуктивности вызывает такое изменение частоты тока, что ωL = 1 /(ωС). При этом сos φ не меняется и равен единице.
В установках, питаемых от машинных генераторов, частота не зависит от величины индуктивности. Поэтому изменение L приводит к нарушению равенства ωL= 1 /(ωС) и уменьшению сos φ.
Чтобы поддержать сos φ =1, при изменении L необходимо изменять величину С до значения, определяемого выражением:
По этой причине в установках с машинными генераторами часть конденсаторных батарей включают в цепь печи постоянно, а часть можно включать или выключать из цепи по ходу плавки.
Индукционная печь тигельная: принцип работы, схема и отзывы


Благодаря появлению в современном производстве доступных электронних и изоляционных компонентов поле применения индукционного нагрева становится все более широким. Данная технология применяется не только в металургии, но и при разработке бытовой техники.
Принцип индукционного нагрева
В основе работы индукционной печи лежит трансформаторный принцип обмена энергией. Индуктор изготавливается из медной трубки, которая затем закручивается в многовитковую катушку. К первичной цепи индуктора подводится переменный ток, что приводит к формированию вокруг него переменного магнитного поля. Под воздействием магнитного поля в теле, размещенном внутри индуктора, возникает электрическое поле, что впоследствии приводит к процессу нагрева. Мощность, а соответственно, и тепло, выделяемое индукционной тигельной плавильной печью, напрямую зависят от частоты переменного магнитного поля. Следовательно, для эффективной эксплуатации печь нуждается в токах высокой частоты.

Применение индукционных печей
Индукционный нагрев может использоваться для работы с любым материалом: металл, шлак, газ и т. д. Главное преимущество его применения — бесконтактная передача тепла. Также индукционный нагрев позволяет достичь практически любых скоростей нагрева — все зависит от мощности генератора, питающего печь. Тепловые потери при таком нагреве минимальны. Максимальная температура, до которой можно разогреть предмет в печи, ограничивается только стойкостью огнеупорного материала. Процесс бесконтактной передачи тепла к нагреваемому материалу дает возможность производить нагрев в вакуумной среде.
Согласно отзывам металлургов, сфера применения индукционных печей несколько ограничена в связи с имеющимися недостатками. К минусам тигельной печи относятся:
- высокая цена на электрооборудование;
- холодные шлаки, осложняющие рафинировочный процесс;
- пониженная устойчивость футеровки во время температурных скачков между плавками.
Схема тигельной индукционной печи
Индукционная тигельная печь имеет следующую конструкцию.
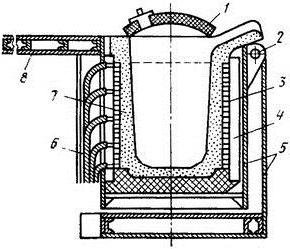
Главным элементом печи выступает тигель (7), накрытый крышкой (1). Тигель располагается внутри нагревательного индуктора (3), изготовленного в форме многовитковой катушки. Катушка представляет собой медную трубку, внутри которой, с целью охлаждения, постоянно циркулирует вода. Магнитный поток от индуктора проходит по магнитопроводам (4), которые изготовлены из специальной трансформаторной стали. Поворотный узел (2) предусмотрен для наклона печи во время разлива расплавленной жидкости. Печь установлена на меллоконструкции (5). Охлаждение производится с помощью шлангов водяного охлаждения (6). Для обслуживания печи используется вспомогательная площадка (8).
Также схема тигельной печи включает в себя трансформатор, конденсаторы, блок управления и систему откачки газов. Питание тигельной электрической печи производится токами с частотой 50 Гц.

Особенности внутренних элементов конструкции
Чаще всего индуктор выполняется из трубки круглого сечения. Но бывают ситуации, в которых круглая медная трубка не применима. В определенных случаях для конструирования индукционной тигельной печи используют профилированные элементы, благодаря которым уменьшается магнитный поток рассеивания. Трубки индуктора изолируют между собой стеклотканью, пропитанной специальным лаком. Защищенные витки сжимаются блоками, изготовленными из диэлектрического материала. Индуктор и тигель, размещенный внутри катушки, устанавливается на поддон, изготовленный из огнеупорных кирпичей или жаропрочного бетона. В промышленных условиях процесс изготовления тигля происходит прямо в печи. При этом индуктор в собранном состоянии устанавливают на поддон и изолируют асбестом. После этого поддон засыпается огнеупорным порошком, который уплотняется с помощью пневматической установки. Зазор между установленным на днище шаблоном и индуктором заполняется порошками из огнеупорных материалов.
Футеровку зоны над индуктором обеспечивает огнеупорный кирпич. Воротник и сливной желоб также футеруют жаропрочным кирпичом. Работа индукционной тигельной печи происходит в тяжелейших условиях, поэтому к качеству используемых жаропрочных материалов предъявляются повышенные требования. На долговечность футеровки влияет состав огнеупорной массы, режим работы и применяемая частота электрического тока. Как правило, тигель выдерживает до 100 плавок, а затем выходит из строя.

Конструкция наружных элементов
Каркас плавильной тигельной печи представляет собой базу, к которой крепятся все ее элементы. На крупных промышленных устройствах каркас имеет вид сплошного кожуха. Все детали каркаса должны иметь высокую прочность, в связи с влиянием на них электромагнитного поля индуктора. Оболочка при определенных условиях может нагреваться так же, как и материал в печи. Чтобы уменьшить нагрев, каркас рационально изготавливать из неэлектропроводных материалов. Однако, поскольку диэлектрические материалы имеют высокую цену, материалом для каркаса обычно служит сталь. Стальная конструкция разбивается на несколько элементов, которые, в свою очередь, изолируются друг от друга. Для снижения электромагнитного поля вблизи каркаса используются экраны. Защитный экран устанавливается между индуктором и корпусом печи. Экран имеет форму цилиндра и выполняется из алюминия или меди.
Поворотный узел — важный элемент конструкции. Главное требование к механизму поворота — обеспечение наклона для полного слива металла. Механизмы поворота могут использоваться разные. В печах небольшого объема используется ручная или электрическая лебедка. Промышленные печи наклоняют с помощью кран-балки. Печи большого объема могут оборудоваться гидравлическим приводом наклона.
Крышка, которой накрывается тигельная печь для плавки, служит для поддержания температуры внутри агрегата на более высоком уровне. Однако учитывая, что накрывать печь можно только после полного расплавления шихты, применение крышки не является обязательным.
Изготовление печи своими руками
Индукционные печи нашли широкое применение не только в промышленности, но и в быту. Можно найти схемы большого количества самодельных устройств, однако часть из них в лучшем случае просто не заработает, а в худшем — нанесет вред здоровью своего создателя. О таких последствиях предостерегают многие любители. В повседневной жизни метод индукционного нагрева применяется в таких устройствах:
- канальная печь для плавки металла;
- тигельная индукционная печь — наиболее простая в конструировании, и в связи с этим наиболее популярная среди энтузиастов, судя по отзывам;
- водонагревательный котел, работа которого основана на методе индукции;
- индукционные варочные поверхности, составляющие конкуренцию популярным газовым плитам.

Канальная печь
Данный тип печей применяется для получения чугуна высокого качества, а также при плавке дюраля и цветных спецсплавов. Канальная печь мощностью до 3 кВт изготавливается самостоятельно из сварочного трансформатора, частота которого соответствует промышленной. Такая печь позволяет расплавить болванку бронзы или меди весом до полукилограмма. Канальная печь также позволяет переплавлять дюраль, только обязательно нужно учитывать, что за плавкой должен следовать процесс «состаривания». Время этого процесса может составлять до 2 недель и зависит от состава сплава.
Для изготовления печи первичную обмотку сварочного трансформатора оставляют без изменений, а на место вторичной обмотки помещают тигель кольцевого типа. Лучшим материалом для тигля небольшой канальной печи является электрофарфор. Другие варианты не подойдут из-за низкой прочности и диэлектрических потерь. По отзывам металлургов-любителей, проблема состоит в том, что обработать электрофарфор самостоятельно не представляется возможным, а найти подходящий элемент в продаже очень маловероятно. Именно из-за дефицитного тигля, канальная печь у энтузиастов широкого применения не нашла, хотя данный тип печи и обладает КПД более 90 %.
Тигельная индукционная печь
Изготовленная своими руками тигельная печь используется прежде всего при очистке ценных металлов. К примеру, имея в наличии радиоразъем, изготовленный в Советском Союзе, можно добыть из его контактов определенное количество золота. Используя внешний нагрев, такого результата добиться невозможно.
Кроме золотодобычи, такая печь часто используется с целью равномерного нагрева металла, что требуется для качественной закалки. Меняя положение детали в индукторе и корректируя его мощность, можно добиться заданной температуры на конкретном участке металла. Важно, что использование такой печи будет достаточно бюджетным, ведь практически все энергия направлена на процесс нагрева детали.

Индукционные котлы
Индукционные водонагревательные котлы имеют все шансы в будущем вытеснить обычные бойлеры. Минусом такого водонагревателя пользователи считают высокую цену, но при этом, систематизируя многочисленные отзывы, можно выделить несколько преимуществ:
- Надежность. В котле нет электроспирали, которая является слабым звеном обычного бойлера.
- Коэффициент полезного действия почти 100 %.
- Безопасность. Доступ электричества к корпусу котла невозможен благодаря особенностям конструкции.
- Устройство не нуждается в специальном заземлении.
- Устойчив к скачку напряжения в электрической сети.
- Не образует накипь.
- Долговечность. Котел способен отработать без обслуживания около 30 лет.
Самодельный водонагревательный котел
Основой такого водонагревателя служит силовой трансформатор мощностью до 1,5 кВт, первичная обмотка которого рассчитана на напряжение 220 В. Отлично подойдет трансформатор от лампового цветного телевизора. Вторичную обмотку следует снять, а количество витков первичной необходимо увеличить.
Умельцы советуют и предостерегают: использование такого самодельного устройства небезопасно, поэтому трансформатор следует заземлить, а сам прибор подключать через быстродействующее УЗО.

Индуктор на кухне
Индукционные кухонные варочные поверхности уже не вызывают удивления и широко применяются в быту. В основе работы устройства лежат те же принципы, что и у индукционной печи, с тем лишь отличием, что вторичную обмотку собой представляет металлическое дно посуды.
Использование таких плит стало возможным благодаря появлению в производстве диэлектрика, который, кроме выполнения задачи изолирования индуктора, должен обладать еще прочностными и гигиеничными характеристиками. Удовлетворяющий всем требованиям материал появился относительно недавно, и его стоимость составляет значительную часть в общей цене плиты.
Пользователи в одни голос утверждают: самостоятельное изготовление индукционной плиты не имеет смысла по двум причинам. Первая — приготовление блюд на такой варочной поверхности требует тонкой настройки для каждого типа пищи. Для необходимой корректировки всех электрических параметров в процессе приготовления потребуется микроконтроллер. Вторая причина — цена электронных деталей, из которых состоит плита. В сумме все элементы обойдутся гораздо дороже, чем стоимость уже готового прибора.
Источник https://rkzsp.ru/teplo/indukcionnoe-izluchenie-2.html
Источник https://metallolome.ru/konstrukcziya-indukczionnyh-tigelnyh/
Источник https://fb.ru/article/319564/induktsionnaya-pech-tigelnaya-printsip-rabotyi-shema-i-otzyivyi